
联系人:潘小姐
电 话:13430720534
联系人:章生
电 话:13392812534/13392810534
座 机:0755-23415066
邮 箱:yltszpan@163. com
网 址:www.yltsz.com
地 址:深圳市光明区公明镇东坑社区东达路6号

优质片材打孔机冲孔模具:冲孔模具选用进口高速钢及精研磨加工及真空热处理,保证模具的精度和使用寿命。人机界面显现:冲孔机选用人机界面显现,可同步观看冲孔实况。N C 伺 服 送 料:NC伺服送料机选用进口的日本安川伺服送料机,PLC编程,能够设置30种步距,每次送料精度保证0.01MM 。光感追色定位器:光感追色能够控制四个冲孔头同步片材打孔机供应商冲孔,保证一致性。主动裁切功用:产品定位孔加工OK之后,裁切刀能够通过PLC信号主动裁切。

优质片材打孔机方位检测设备的作用是检测自动钻孔机运动部件的位移和速度,并发送反应信号,构成闭环控制系统,并将其转换成数字信号送回CNC设备与脉冲指令信号进行比较,以控制驱动元件的正确运转。数控系统的精度和分辨率取决于方位检测设备的精度。不同类型的片材打孔机供应商数控机床,对方位检测元件、检测系统的精度要求和被测部件的最高移动速度各不相同。现在的检测元件与系统的最高水平是:被测部件的最高移动速度为240m/min时,其检测位移的分辨率(能检测出的最小位移量)可达1m。

优质片材打孔机发动机器,机器根据电脑指令和加工数据一次性完结打孔、钻孔、铣孔、通孔、盲孔、多孔、凹凸孔等加工程序。把需加工的资料固定在自动转盘上。加工过程中,遇到卡料,缺料,机器会马上报警,并停止工作,等候处理。加工过程中,加工东西头不尖利时,机器也会即时报警,告诉更换东西。一个孔加工结束,自动钻盘会根据设定的程序滚动必定视点,把下一个加工孔方位对准加工头,片材打孔机供应商从头开始加工。待整个转盘悉数加工结束,一次加工流程就完结。取下加工好的资料。从头装料。
对应优质片材打孔机螺丝图如下:模具进入过浅:调节大气缸六角齿轮,向顺时针方向加深上模进入尺寸,反之减浅或是把下模适量拉出,锁紧,重新对好。打孔偏位:XY偏移量像点调整不到位,摄象头松动。孔位偏位方向共同:点击软件“补偿”模板四个方向键,片材打孔机供应商孔位偏移那边点击相反方向键,再点“修正”确认偏位补偿。点击一次偏移补偿0.015mm。孔位偏位方向不确认:可在“采样参数”模板先进行“中心校对”,再进行“像点校对”,捕获比例X,Y像点值接近的两个数据,可多次校对。

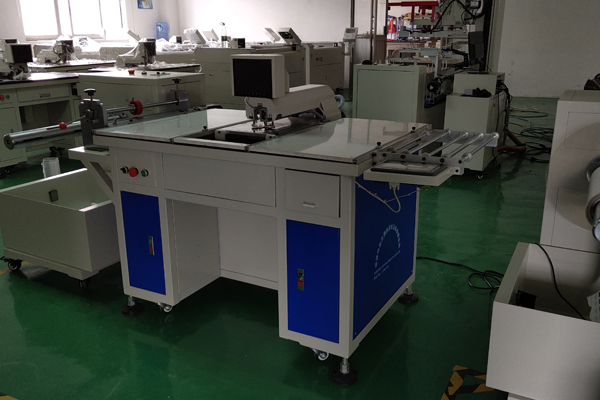
全主动片料打孔机,作业流程:主动送料,主动识别,主动定位,主动冲孔,主动收料。优质片材打孔机机台构成:设备机台由:送料台,加工台,收料台组成。设备参数:1、机台尺寸:L1700 x W750 x H1235(mm);2、加工范围(片料):宽:500mm 长:600mm;3、可视范围:10X15(mm);4、产 能:500孔/小时;5、控制系统:显示屏+电脑控制系统;6、操作人数:首要上、收料及查验用;7、作业形式:主动送料,主动收料,主动定位,主动冲孔。8、上料形式:主动;9、首要运动:松下伺服、上银导轨及丝杆。(精度为0.008mm);

优质片材打孔机全自动打孔机是由三大部分相互配合完结打孔进程。首先将资料码放好,放置到送料架上,经过设备自动将资料精确的放置到CCD扫描到图像的范围内,之后进行处理并给控制部分信号,控制部分收到信号之后,进一步的处理并控制传动部分动作,使冲头在平面上的X轴,Y轴走位,完结走位动作之后气动部分开端作业,电磁阀控制气缸进行冲孔动作。片材打孔机供应商自动打孔机打印刷定位孔,整个动作一气呵成,快速,精确,效率高。





 0755-23415066
0755-23415066
