
联系人:潘小姐
电 话:13430720534
联系人:章生
电 话:13392812534/13392810534
座 机:0755-23415066
邮 箱:yltszpan@163. com
网 址:www.yltsz.com
地 址:深圳市光明区公明镇东坑社区东达路6号

在满意专业气动打孔机数控钻孔机最大位移速度的条件下,要求方位检测设备到达一定的检测精度和较小的累积误差。随着数控钻孔机的开展,其精度和速度越来越高,因此,要求方位检测设备必须满意数控钻孔机高精度和高速度的要求。便于设备和保护:气动打孔机供应商方位检测设备设备时要有一定的设备精度要求,一起其设备方式和方位还必须便于置的空保护。成本低、寿命长:因为受使用环境的影响,方位检测设备还要求有较好的防尘、防油雾、防切屑等特性。
对应专业气动打孔机螺丝图如下:模具进入过浅:调节大气缸六角齿轮,向顺时针方向加深上模进入尺寸,反之减浅或是把下模适量拉出,锁紧,重新对好。打孔偏位:XY偏移量像点调整不到位,摄象头松动。孔位偏位方向共同:点击软件“补偿”模板四个方向键,气动打孔机供应商孔位偏移那边点击相反方向键,再点“修正”确认偏位补偿。点击一次偏移补偿0.015mm。孔位偏位方向不确认:可在“采样参数”模板先进行“中心校对”,再进行“像点校对”,捕获比例X,Y像点值接近的两个数据,可多次校对。

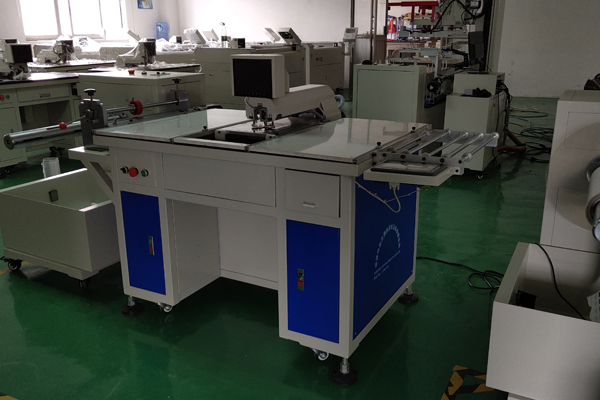
专业气动打孔机全自动打孔机,跟现在市面上所称的打孔机是否相同?望文生义全自动打孔机彻底不需求人工进行送料,自动送料,自动定位,自动冲孔,自动收料在整个过程中不再需求人工送料了,跟现在的带机械手的又是不同的理念,带机械手的仍是需求一个人去把资料放天机械手里边去,人工仍是省不下来。而气动打孔机供应商全自动打孔机则做到了这一点。为企业节省了很多的用工本钱和处理本钱。

专业气动打孔机发动机器,机器根据电脑指令和加工数据一次性完结打孔、钻孔、铣孔、通孔、盲孔、多孔、凹凸孔等加工程序。把需加工的资料固定在自动转盘上。加工过程中,遇到卡料,缺料,机器会马上报警,并停止工作,等候处理。加工过程中,加工东西头不尖利时,机器也会即时报警,告诉更换东西。一个孔加工结束,自动钻盘会根据设定的程序滚动必定视点,把下一个加工孔方位对准加工头,气动打孔机供应商从头开始加工。待整个转盘悉数加工结束,一次加工流程就完结。取下加工好的资料。从头装料。





 0755-23415066
0755-23415066
