
联系人:潘小姐
电 话:13430720534
联系人:章生
电 话:13392812534/13392810534
座 机:0755-23415066
邮 箱:yltszpan@163. com
网 址:www.yltsz.com
地 址:深圳市光明区公明镇东坑社区东达路6号
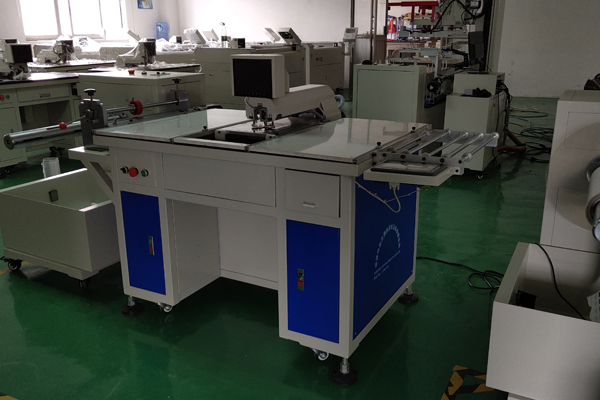
跟着各城市薪资提高,企业成本越来越高,人员招聘也越来越难。完成企业自动化可有用削减人员难招而导致产线停工的丢失。传统专业自动打孔机丝印职业经历了由传手艺-半自动机械化-全自动机械化的转变,跟着我国经济形势的转变,完成企业自动化已经是无法阻挡的趋势。.该设备是全自动化,无需人工操作,只需定期收一下资料即可,同时,该设备可与全自动丝印机,裁切设备组合,传统自动打孔机厂家半自动丝印时,丝印工位,打孔工位和裁切工位各需一个人工,现在配套后仅需一个人工即可。

对应专业自动打孔机螺丝图如下:模具进入过浅:调节大气缸六角齿轮,向顺时针方向加深上模进入尺寸,反之减浅或是把下模适量拉出,锁紧,重新对好。打孔偏位:XY偏移量像点调整不到位,摄象头松动。孔位偏位方向共同:点击软件“补偿”模板四个方向键,自动打孔机厂家孔位偏移那边点击相反方向键,再点“修正”确认偏位补偿。点击一次偏移补偿0.015mm。孔位偏位方向不确认:可在“采样参数”模板先进行“中心校对”,再进行“像点校对”,捕获比例X,Y像点值接近的两个数据,可多次校对。

专业自动打孔机根据加工的尺度大小,加工孔的数量,加工孔的尺度,加工孔位置数据等制作固定夹具。把夹具和主动转盘紧固。在操控电脑内设定好加工数据。把需加工的资料固定在主动转盘上。启动机器,机器根据电脑指令和加工数据一次性完结打孔、钻孔、铣孔、通孔、盲孔、多孔、高低孔等加工程序。一个孔加工结束,自动打孔机厂家主动钻盘会根据设定的程序滚动一定角度,把下一个加工孔位置对准加工头,从头开始加工。待整个转盘悉数加工结束,一次加工流程就完结。取下加工好的资料。从头装料。

专业自动打孔机全自动钻孔机依据设定的程序或是指令,自行完毕整个操作流程,一般来说,冲孔资料的温度凹凸也是与冲孔设备的寿数有联络的。假如冲孔资料在温度较高的时分被加工则容易发生冲毛情况,而且长时间的热冲反而会缩短自动冲孔机设备的寿数,所以,在资料冲孔前一定要保证资料现已降温处理。 终究,在运用自动打孔机厂家自动冲孔机之前还需要确认设备运用的气压是否归于契合国家规定的4-5KG/CM气压规划,太高或许太低的气压都将导致冲孔机无法正常的运转工作。





 0755-23415066
0755-23415066
